この記事では、溶接部の強度設計について説明します。
- 溶接部の強度評価方法がわかる!
- 溶接部の強度を計算できる!
目次
1.そもそも溶接とは?
- 部材と部材を接合する方法の1つ(溶接接合)
- 熱によって鋼材を局所的に溶融させ接合する方法
- 大きく分けて2種類(①アーク溶接 ②電気抵抗溶接)
最初に溶接について簡単に説明しておきます。
(※ 溶接なんか知っているよ!って人は2章まで飛ばしてください。)
溶接とは、部材と部材を接合する方法の1つ(溶接接合)です。
以前、別の記事でご紹介した、「ボルト結合」も部材どうしを結合する方法の1つです。

溶接のイメージは下の写真の様に、工場とかで火花をバチバチさせながらやっているあれです!

これは何をいているかと言うと、熱によって金属を部分的に溶かし、部材どうしを接合しているんです。
溶接後は下の画像のように、なみなみした線(溶接ビード)で接合されます。

溶接には、さまざまな種類があるのですが、大きく分けると2種類です。
- アーク溶接 ・・・ 接合金属と金属電極の間に、アークを発生させ溶融し接合
- 電気抵抗溶接 ・・・ 電気抵抗熱で溶融し、加熱圧着
さきほどまで写真でお見せしていたのは、①のアーク溶接です。火花を飛ばしながら光っているあれがアークです。
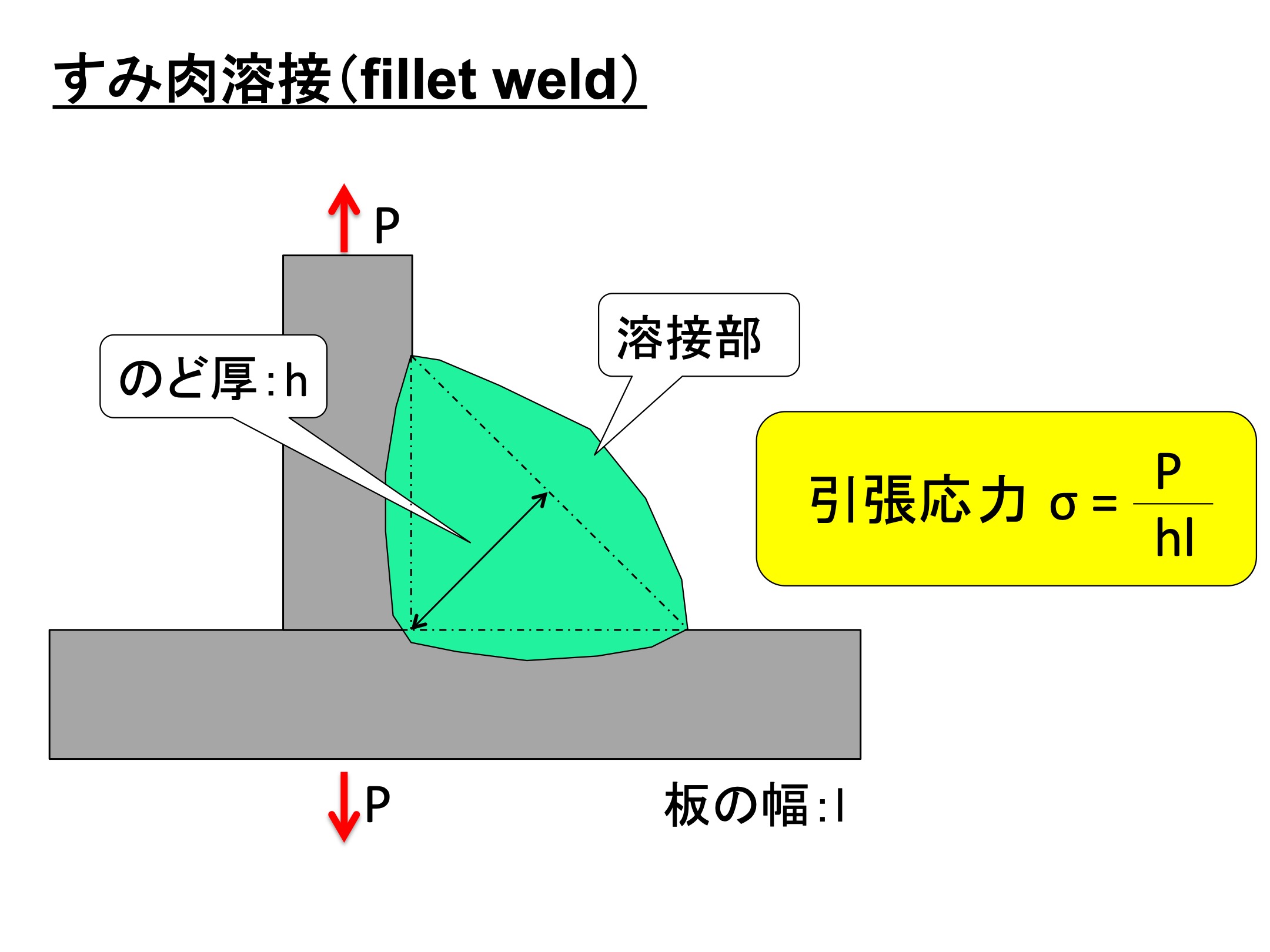
一方、②電気抵抗溶接は、スポット溶接などです。スポット溶接とは部材どうしを押し当て、そこに大電流を流すことで溶融させ圧着させる方です。他にもシームレス溶接などもあります。
出典:SMK HPより
溶接は多種多様で非常に専門的なため、ここでは溶接の概要説明にとどめておきます。
ふ〜ん。と思っておいてください。
- 部材と部材を接合する方法の1つ(溶接接合)
- 熱によって鋼材を局所的に溶融させ接合する方法
- 大きく分けて2種類
①アーク溶接 ・・・ 接合金属と金属電極の間に、アークを発生させ溶融し接合
②電気抵抗溶接 ・・・ 電気抵抗熱で溶融し、加熱圧着
2.溶接部の強度設計方法
- 許容応力は母材の70〜85%が目安
- のど厚を使った断面積で応力を計算する
2.1 許容応力は母材の70〜85%が目安!
溶接部は、もともと別々の部材を溶融により接合した部分なので、母材(溶接していない部分の材質)と比べて強度が低くなります。強度が下がる原因はこんな感じ。
- 溶接の方法(溶接方法、溶接棒の種類)
- 溶接作業者の技能(溶接欠陥の有無など)
- 継ぎ手(溶接の繋ぎ方)の種類
- 溶接熱による材質の変化
以上の要因から、溶接部の強度設計をするときは許容応力を低く見積もる必要があります。
実際設計をする上で参考になるのは、日本機械学会による軟鋼溶接継手の許容応力を示したものです。(下表)
なお、すみ肉溶接の場合は継手効率80%を許容応力に掛ける必要があります。

また、設計強度は作業法、溶接棒の種類、作業者の技能などの条件に応じ、設計者が定める値としており、通常の母材の強さの70〜85%とするのが適当とされています。
実際の実務上は、上記表を用いる もしくは 普段使用している母材許容応力に70〜85%を掛けた値を溶接部の許容応力として評価することになります。
- 溶接部は溶接方法、作業者の技能、継ぎ手の種類、溶接熱による材質の変化などで母材より強度が低くなる
- 許容応力は母材の強さの70〜85%とするのが適当
- 日本機械学会による軟鋼溶接継手の許容応力が参考になる
2.2 のど厚を使った断面積で応力を計算!
溶接部の強度設計も4つの力(引張・圧縮・曲げ・ねじり応力)と同様に、発生応力が許容応力以下となるように設計します。

応力は基本的に、荷重/断面積で求めることができますが、溶接部の場合はのど厚を使って断面積を算出する必要があります。
そして、のど厚は溶接継手の種類によって寸法のとり方が変わります。
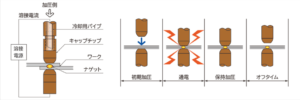
溶接継手とは簡単に言うと、部材と部材をどんな形状でくっつけるかです。(下参考)
いろんな形状がありますが、ここでは代表的な2つをご紹介します。
2.2.1 突き合わせ継手(溶接)
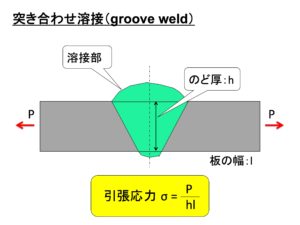
突き合わせ溶接とは、上のイラストのように板と板を突き合わせて溶接する方法です。
一番基本的な溶接継手です。
突き合わせ溶接の「のど厚」は、溶接の外に盛り上がる部分(余盛)を含まない板厚です。(上のイラスト参照)
つまり断面積は、のど厚h×幅lとなるので引張応力は以下の式で算出できます。
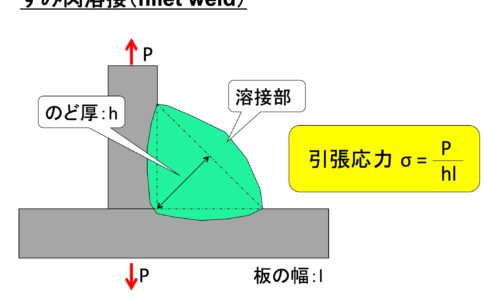
2.2.2 すみ肉継手(溶接)

すみ肉溶接も、基本的な溶接継手の1つです。板と板を直角に溶接する方法です。
すみ肉溶接の「のど厚」は少し注意が必要です。
板の溶接面から45°斜めの溶接部厚さがのど厚になります。単純に、板と溶接されている面の長さではないので注意しましょう。
断面積は、のど厚h×幅lとなるので引張応力は以下の式で算出できます。
- 溶接部の強度設計も発生応力が許容応力以下となるように設計
- 溶接部の場合はのど厚を使って断面積を算出する必要がある
-
のど厚は溶接継手の種類によって寸法のとり方が変わる
①突き合わせ溶接 ・・・ 溶接の外に盛り上がる部分(余盛)を含まない板厚
②すみ肉溶接 ・・・ 板の溶接面から45°斜めの溶接部厚さがのど厚
3.溶接部の強度計算例
実際に具体例で溶接部の計算方法を体験しましょう。
3.1 すみ肉溶接の引張応力計算
まずは、すみ肉溶接の単純な引張応力の計算をしましょう。
下の問題に挑戦してみてください。
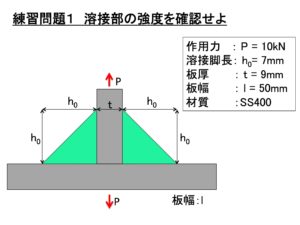
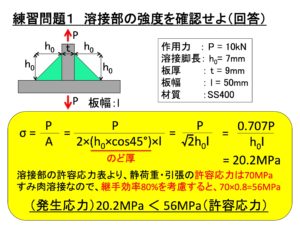
- 断面積の計算にすみ肉溶接ののど厚を用いる
- すみ肉溶接なので、継手効率80%を考慮して評価する
そこまで難しくはないので、問題が解けたら下の回答を確認しましょう。
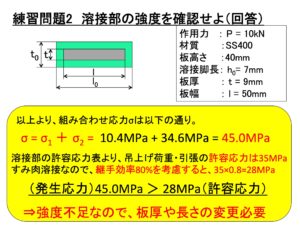
3.2 吊り金具の溶接強度計算
次は、少し実践的な問題です。物を吊り上げる金物の強度検討などで使える計算です。
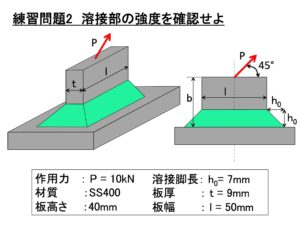
- 作用する力を水平・垂直応力に分けて、引張応力・曲げ応力をそれぞれ計算する
- 引張応力と曲げ応力が同時に掛かる、組み合わせ応力で評価する
- すみ肉溶接なので、継手効率80%を考慮して評価する
すこし難しいので、下の答えを見ながら理解してもOKです!
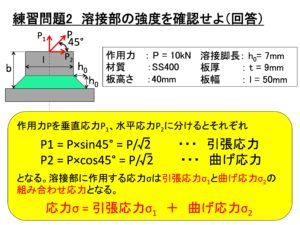
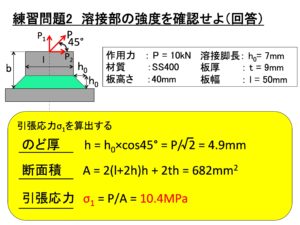
まずは、①引張応力を計算します。
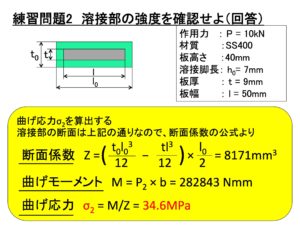
次に、②曲げ応力を計算します。
最後に、①引張応力と②曲げ応力を足して、組み合わせ応力を算出し、許容応力と比較します。
以上で練習問題は終了です。簡単そうで、少し難しいですよね。
回答を見ながら自分でも解いてみて、しっかりと理解しましょう!
3.溶接部の強度設計まとめ
【溶接とは】
- 部材と部材を接合する方法の1つ(溶接接合)
- 熱によって鋼材を局所的に溶融させ接合する方法
- 大きく分けて2種類
①アーク溶接 ・・・ 接合金属と金属電極の間に、アークを発生させ溶融し接合
②電気抵抗溶接 ・・・ 電気抵抗熱で溶融し、加熱圧着
【強度評価方法】
- 溶接部は溶接方法、作業者の技能、継ぎ手の種類、溶接熱による材質の変化などで母材より強度が低くなる
- 許容応力は母材の強さの70〜85%とするのが適当
- 日本機械学会による軟鋼溶接継手の許容応力が参考になる
- 溶接部の強度設計も発生応力が許容応力以下となるように設計
- 溶接部の場合はのど厚を使って断面積を算出する必要がある
-
のど厚は溶接継手の種類によって寸法のとり方が変わる
①突き合わせ溶接 ・・・ 溶接の外に盛り上がる部分(余盛)を含まない板厚
②すみ肉溶接 ・・・ 板の溶接面から45°斜めの溶接部厚さがのど厚
溶接部の強度設計方法について説明しました。基本的な部分から、少し実践的な内容と幅広く学ぶことができると思います。
今まで溶接について全く触れたことがない人は、この記事を読み込むのと初心者向けの参考書をあわせて読むと効率的に知識が身につくと思います。
トコトンやさしい〇〇シリーズは、一番最初に読むのに丁度いいレベルなのでおすすめです。

溶接部以外にもさまざまな機械設計に関する記事を書いているので、参考にしてみてください。